WORKING AT
|
|
WORKING AT
|
|
|
Early days in Graiseley My old home street was Wanderers Avenue. I lived at number 40 from around 1942 until I married in 1964. On the top 10 or 15 houses, on the left, were the names of the first Wolves team to win the FA Caup, inscribed above the entries which joined two houses. I did pencil and watercolour sketches of them. My Dad, H. G., ran the Timothy Whites and Taylors on the Dudley Road, between Hall Street and Bromley Road. I had three older sisters who all went into nursing. I went to St. Luke’s primary and junior schools, followed by Graiseley Secondary Modern – yes, I was a Graiseley Grub and proud of it. It was either 1960 or 61 when I joined the company in Montrose Street as a still wet behind the ears teenager. Getting to Meynell’s Montrose Street was the other side of the town. My bus, which was a trolley bus, came from Dudley. It terminated more or less at the top of Bell Street so my walk went up Dudley Street into Queen Square, turning right past the Art Gallery, then left and right into Broad Street. My godfather, Lancelot Needham, was a dentist at the top of Broad Street and I think he was known as “The Butcher of Broad Street”. Any way, down Broad Street turning first left, past the Olympia picture house, (I never went there), past the Wednesfield bus terminus, then right past the YMCA and across the car park. Most of the houses had been demolished by this time and this area was just a big car park, owned by the council I think.
Then a short walk down Montrose Street and you were there. I could walk several different ways through the town, but this was the most direct way. It also allowed me to walk with my father, who worked at Boots the Chemist in Queen Street. On my last visit to Wolverhampton, some ten years ago now, nearly all of these landmarks had either disappeared or changed beyond any recognition. A tour round Meynell’s works I can remember the steep dark stairs leading up to the entrance and the despatch area, with Mr Cuthbert’s office off to the right. Mr Charles was further on to the right and Mr Hugo straight in front of you. If you turned left as you came in, which was the norm, you went up two or three steps and on your left was a small waiting room. Immediately behind that was Mr Hugh’s office with Mr Lionel’s office next to it. On the right was the Wages Office and then it was Mr Perkin’s domain, the Rayon Patent Diaphragm Valve department. These were either rubber or glass lined diaphragm valves, which I believe were a revolutionary new design, but I didn’t have much to do with them.
If you carried on up the next set of stairs you came to the general office where, on your immediate left, in the corner, was the post desk. In the opposite corner was the telephone switchboard and on that side of the building there were four or five typists. Then it was ‘Dick’ Turpin’s office. I think his real name was Bertram or something similar, but everybody called him Dick due to his surname. He was a quiet unassuming man, henpecked and at times forgetful. It was not uncommon for him to get to work with bits of paper stuck to his face where he had cut himself shaving. I can also remember him coming to work in his old Rover car and then going home on the bus, having walked past it! In the next office, which formed the corner, was Sid Evans who was in charge of sales; next to him was Ted Diggory; and next to him in the final corner was Miss Bull, Sid Evan’s typist. This was in the days when electric typewriters were only just coming onto the market and I can still imagine Miss Bull pounding away, always with a lace handkerchief in her left hand. It was almost as if she had a personal vendetta against the machine, but she was a very pleasant lady. In front of her sat Barbara Brownsword. She looked after all the filing and made sure that the reps got their copies of any quotations. About once a month Mr Hugo would come to the part time typist with a shipping list. This was for a Dutch company, n.v.Econosta I think it was, and he would dictate what was in that particular consignment. He always used to smile with one particular product: “Balls, Copper, Tinned, in halves 10”. I can still hear him say it. I’m sure he did this on purpose to try and embarrass the girls, but they were immune to it, as Mr Cuthbert was a past master at the direct question. I don’t think anybody took real offence at the time, but to day it would most certainly not be allowed! I sat in the centre of this area, facing a gentleman whose name I can no longer remember; his back was towards the door of Ted’s office. On my immediate right was a part time typist who worked for Mr Hugo. Behind me was another small office with Mrs Fenwick and another young girl, who from memory met and married an American and moved to the States; unfortunately, that is a bit hazy. Coming back out of the office and turning right onto a landing, where we used to hang our coats, if you then turned right you went into the upper stock room, which was overseen by Tony. If you turned left, you came into the filing area with the accounts office. When I joined Tom O’Brian(?) oversaw it, who spoke with a soft Irish brogue. He left after I had been there for about 2 ½ years and joined Lloyds Bank in Queens Square. He was succeeded by Miss ‘Maid’ Marion. I can only remember one other person in that office, who was a lady who prepared Mr Cuthbert’s lunch for him. Salads, from Mac Fisheries at the bottom of Dudley Street, spring to mind.
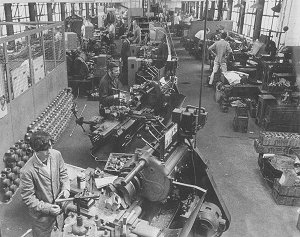
If you returned to the main entrance, immediately facing you was a corridor. On your left was the Steam and Water Mixing Valve sales department of just two people; the toilets; and a small dark corridor with a ‘wet copier’ and an office where a foreign gentleman worked. He was involved with the ‘Kugler Press’ foot operated diaphragm value ‘suitable for hospitals and all like installations’ and a ‘Beer Dispenser’, which I do not think was ever made. He suddenly left, under what I can only describe as a cloud, but I don’t know any reason. Continuing on outside on to a wooden staircase, on your immediate left was the entrance to the pattern shop. Coming down the steps was the ‘tuck shop’, where you could get cigarettes and chocolate etc.. Across the yard, to the rear left, was the core shop with the foundry next it, overseen by a Mr Guy(?) and the fettling shop. There was an automatic core machine installed, which produced fully finished sand cores, during my time there but I’m a little hazy about who made it. You entered the main part of the factory. This part contained hand lathes, capstans and assembly benches but was dominated by a ‘Grindley Six Spindle Auto’. This produced all the valve spindles and gland nuts and was later joined by two ‘Tonshoff Twin Spindle’ machines. They were primarily used for machining the ‘360(?) Gate Valve’ bodies. These I believe were shell cast at the Stanhope Foundry just off the Stafford Road.
Off to the right was the plating shop and a set of stairs to the lower level but, continuing on, the polishing shop was on your left and then you entered the other machine shop with, most importantly Tom Ford’s office. He was the foreman and one of the people I had the most to do with. Returning, and going down the stairs, on your left was the assembly shop for the ‘Rayon Diaphragm’ valves whilst on the right was s small room where a Multi Port Tractor Hydraulic Valve was assembled and tested. Straight in front of you was the entrance to where the Steam and Water Valves were assembled and tested. I can remember the first time I produced Standard Cost for these, trying to get the prices for the different parts that were bought in. They were controlled a large red control knob which was painted by a firm just up from the old Roller Skating Rink in Temple Street.
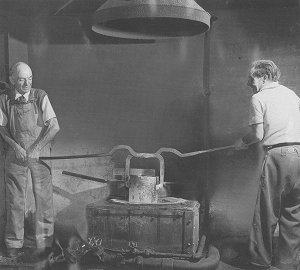
Returning to the yard and walking straight on, with the core shop was on your left, you entered a sort of tunnel. This was because the first floor was built straight over. On your left you had the loading bay and further on the stores. From memory I think they did some packing as well in there, of laboratory fittings for Baird and Tatlock. On the opposite side was the entrance to Ernie Williams office, whom I saw about pattern costs and estimates for casting weights etc. A working day in estimating My working day would consist of producing estimates in response to customer enquiries and, depending on what they were, selected who I had to speak to first. If they were modifications to existing castings or completely new castings, then the first person would be Ernie Williams. I can remember that he rode a motorbike, usually with his coat flapping in the breeze. He could look at a drawing and be very accurate with the cast weight, normally to within a couple of ounces from what I can remember. He would also estimate how much the pattern modification or new pattern would cost and whether it was a complete replica, a plug, or only a half copy, a plate. A plug was used if there were only a few casting. A casting box half was placed on a firm smooth plate and filled with moulding sand; the plug was then put in, so that half was in the sand and the other half not. This was the centre line of the plug. It was tamped down and dusted with ‘parting powder’, then the other half of the moulding box was placed in position and the process repeated. The box was split and the plug removed, so that you were left with impressions in both halves. Runs were carved out of the compressed sand and the boxes were then rejoined to wait pouring. With a plate, the half pattern was fixed to a steel plate, the moulding box placed on to it and filled with sand. This time another plain steel plate was pressed hard onto the sand. Once it had been filled and compressed, the half box was removed from the plate, again having an impression left in it. Again two haves were brought together and complete boxes then went into the foundry proper.
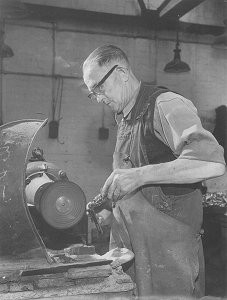
A crucible of molten gunmetal or brass was brought from the furnace and was poured into one end of the box. When it was full, it could be seen at the other vent end. When it had cooled it was moved to the fettling shop. In here was a vibrating grid that shook all, or most of, the sand out of the boxes, leaving the casting complete with runs, which were broken off. The rough casting then went into the grinding shop where all the rough joints and edges were removed. From there into the main works to find Tom Ford, who could be elusive at times. But when I could finally, at times, corner him, he would go through all the processes to machine the casting to the finished product. 6d, yes sixpence in old money, now say 2p, for turning that flange; 4d for boring and threading that end etc.. Then add current parts such as the stuffing box, gland nuts and packing, spindle and hand wheel.
If there was any polishing required, then into the Polishing Shop, but I cannot remember who I spoke to in there. Of course there was also a Plating Shop where items could be chrome plated and also a blue/black finish applied that, if my memory is correct, was used for the Baird and Tatlock laboratory fittings. These fittings were, in later years, epoxy lacquered in a small spray room. Then it was back to my desk to collate all of the information. However there would be times when a completely new item would be required. Dick Turpin was the buyer. He was a gentle man, but I seem to remember that he was hen pecked by his wife. I only met her once and she came over as a bully. He would either give me a price from a catalogue or estimate the cost. His filing system consisted of piles of papers scattered on the floor and you had to mind you step when going into his office. Although it was not unknown for me to have to go to other companies in the area and get them to quote, this was not an onerous task, unless it was wet. Then it could be, having to walk to the other side of the town. Once I had completed the estimate I would take it to Sid Evans so that a quotation could be prepared which Miss Brownsword would type. Many thanks to Hugh Meynell who supplied the photos and the captions. |
|
|
|
|
Return to |
Return to the |