|
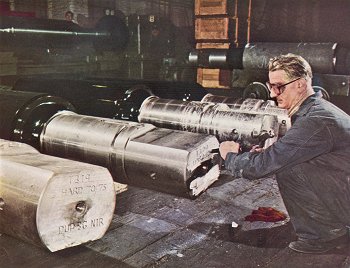
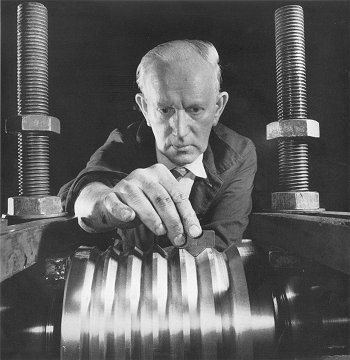
26. Shows one of the
metallurgists, Barry Davis (or Davies) checking the hardness of a
finished roll in the machine shop. The roll is almost certainly for
a strip mill.
The instrument being used is a Vickers Pyramid machine. The
principle was that a tiny pyramid shaped diamond was forced into the
roll surface under pressure. The softer the roll the larger the
impression made in the metal. The size of the impression was
measured using a microscope built into the instrument and this size
gave a measure of the metal hardness, reported as a VPN [Vickers
Pyramid number]. |
 |

.jpg)