| Introduction
Manders were once a well known paint and ink
manufacturer whose products sold both at home and
abroad. The company was at the forefront of the paint
and ink manufacturing business and held many patents for
innovative inventions and manufacturing techniques,
thanks to extensive research and development.
Manders took over several other companies and became
a large local employer with a workforce of around
1,000. The company's products were second to none and
became well known for their quality and reliability.
George Cox worked at Manders Heath Town factory for
42 years, starting on the shop floor and ending up as a
senior manager. His memories provide us with an
important insight into life at the works and the methods
used for the manufacture of paints and printing inks.
Beginnings
I came out of the forces in 1945 and joined the police
force, during which time I had my first encounter with
Sir Charles Mander. I was based at Red Lion Street
Police Station, and whilst on duty I saw a car parked on
the wrong side of Darlington Street, opposite Beatties.
In those days cars had to park on
one side of the road one week, and the other side the
next week. The owner was Sir Charles Mander. I walked
over and said “Good afternoon Sir, you have been parked
on the wrong side of the road for 2½ hours”. Sir Charles
replied “Oh yes constable, I had a meeting with the
borough engineer at Barnhurst, we are having some
changes you see.” I replied “I am sorry but you are
parked on the wrong side of the road. I shall have to
take your name and address. Have you got your driving
licence?” He said “No I haven’t got it”, to which I
replied “OK can you see that you take it to your local
police station within the next 48 hours”. Sir Charles
handed me a pen to write the details in my notebook and
said “Constable you can use that, it’s a biro pen, it
writes underwater. I paid £2.10s for that”. That’s the
first time I ever saw a biro.
As a result Sir Charles was taken
to court but wasn’t present. I had to be there to give
evidence. He was fined £2. Six weeks later I was working
for him but he didn’t realise that. Someone however told
one of his nephews who came to me and said “You
prosecuted my uncle didn’t you.” To which I said “yes”.
The Ink Department
I started at Heath Town in March 1946 in the ink
department as a shop floor operator making printing ink
on a 3 roll mill. |
|

3 roll mills in the ink department
at Heath Town. |
The mixed powders and ingredients were put into a
pan and poured onto the rollers in the mill, where they
were thoroughly ground. A knife pressed against the mill
to remove the ink, which went through the mill 3 or 4
times, depending upon the type of ink. Each time, the
supervisor tested a small batch of the ink which was
sold by weight, and so finally weighed out on scales to
2lb, 4lb, or whatever. In the early days the ink pigment
was soot. |
| There was also the liquid ink department, an
offshoot of the ink department, where non-poisonous inks
were produced for such things as food wrappers. |
A 3 roll mill. |
| The Paint Department
In 1954 I moved to the paint department to become
supervisor over the ball mills, which made the paint. I
was supervisor over the four men who made the bulk of
the paint. There were 6 ball mills. Five of them made
250 gallons at a time and the other made 500 gallons.
When I first started, 45 percent of each mill was filled
with 2inch and 1inch seaside pebbles, formed from hard
rock. Every day the mills were emptied and refilled.
White paint in the main is titanium oxide which was
mined in Norway and France. Most of ours came from
Norway and was shipped to Grimsby. When it’s first mined
it is as black as the ace of spades. It is then
calcinated, or cooked, and burned to a powder which
turns it white. |
|
The ball mills. |
Today it’s used in all sorts of things such as face
powder, and I think it’s used to colour bread. White
paint also contains varnish, white spirit and extenders
such as china clay. The extenders reduce the amount of
titanium oxide that is used.
Titanium oxide on its own would make the paint so
expensive to produce that you would never sell it. The
laboratory had to decide how much titanium oxide we
could use and how much extender to use without spoiling
the product. |
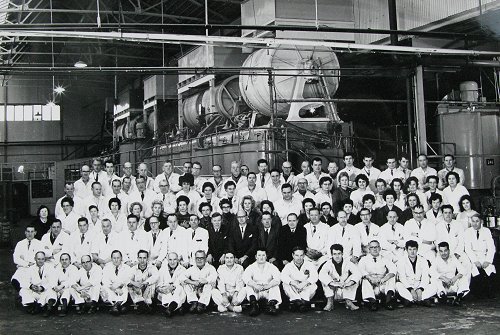
The production department and warehouse staff.
Courtesy of George Cox.
|
Paint also contains lethasin which
is made from ground nuts. We used to buy-in 40 gallon
drums, it looked like apricot jam. When added to the
paint it kept the pigment in suspension, preventing it
from dropping to the bottom of the tin.
We made our paint a little thinner
so that it was easy to apply, but without reducing its
covering properties. Manders paint was as good as any
other. |

Manders annual supervisory dinner
at the Molineux Hotel in 1954. I had been appointed as a
supervisor in the paint department in the early part of
that year. Courtesy of George Cox. |
|
George from the above photograph. |
If we were making reds, greens,
browns or blacks we added liquid dies to the mill. Other
dies would be added later by the tinters to produce the
right colour.
The mixers put the pigment,
varnish, and spirit etc. into the manhole then clamped
the lid on ready for grinding.
The mill then ran for 18 hours. The
next day a sample would be taken and I would check it to
see that all of the particles of pigment were fully
covered with varnish and spirit. I checked it with a
Heckman gauge. If it wasn’t ready the mill had to keep
on running. |
| As the years went by the pebbles were replaced by
½inch and 1inch steatite balls. The smaller balls had
more touching points and so allowed the running time to
be reduced to 6 hours, so that two lots of paint could
be produced each day.
The ball mills were very noisy, the middle mill
contained 2½ tons of steel balls, which sent me deaf.
The pigment eventually became finer and finer so that
grinding wasn’t necessary and you could mix the paint in
a vessel. Grinding was then only necessary for strong
colours. |

Presented with my 25 years long
service award. Philip Mander is in the centre and George
Cox is on the right. Courtesy of George Cox. |
|
After milling, the paint was then
dropped into the mixing vessels where it was tinted.
There were 6 tinting staff, called tinters, who tinted
the paint to the right colour. Pastel colours all
started off as white. We made 132 colours. Before the
paint went into the tins a sample would be sent to the
laboratory to check the colour and the standard. The
paint would then be put into portable filling machines
and the tins would be filled by a staff of 30 people.
If a strong colour, say red had
been milled, the mill would be cleaned back to white. We
put in white pigment, powders, varnish, and spirit. It
not only cleaned the vessel but made red primer. When we
made black, and the mill was cleaned back to white, we
again added the white pigment etc. and produced grey
undercoat. We did still however have to put some spirit
into the mill afterwards to properly clean it before its
next use.
Heath Town Works.
The paint industry revolutionised
painting and decorating. When painters and decorators
first started, a decorator would be called to a house to
do a job. The lady of the house would state which colour
she wanted and the decorator would return to his
premises to mix the paint. It was made from white lead,
a dangerous substance. He had various colours and would
mix the paint to the lady’s requirements. This all took
a lot of time and he didn’t get paid until he started to
decorate after she had accepted the colour.
This all changed when paint
manufacturers began to produce a wide range of colours
which they supplied directly to the decorators. |
|
A water paint mill using a stone
wheel. |
Around 1954 we made our first emulsion paint. Before
emulsion we made water paint called “Aqualine” which was
made in an edge runner, like a great big round pan 2ft
deep and 8ft diameter. Inside a big stone wheel ran
round to grind the paint.
The first emulsion was white and our first 250
gallons were given to our best customers. It was made in
the water paint department and became very successful.
Everybody used gloss paint outside, in kitchens, and in
bathrooms because emulsion wasn’t suitable. |
| As years went by the paint improved and could be
used anywhere, even outdoors. Emulsion then took over
from much of the gloss. Manders always kept at the
forefront of the technology, they had a good staff. The
technical laboratory did research into both paint and
ink. The Paint
Warehouse |
|
In 1960 I moved to the paint warehouse
to become the paint warehouse manager. There were 40
people in the warehouse where paint tins were put onto
wooden pallets, each containing 100 tins.
Large volumes of paint were going
through there. By December 1961 Manders had made 500,000
gallons of paint. Ten years later the company made its
millionth gallon of paint. |

The paint warehouse staff in 1964.
Courtesy of George Cox. |
 |
The paint warehouse. |
| Another view of
the paint warehouse. |
|
 |
 |
The paint department
production team in 1964. Courtesy of George Cox. |
| Paint department and warehouse
managers and supervisors.
Courtesy of George Cox who can be
seen 2nd from the left on the front row. |
 |

| Some of the
cottages in John Street that were demolished
as the works expanded. Courtesy of George
Cox. |
|
I occasionally went to the old John Street works in
the centre of Wolverhampton. The offices were on the
left hand side of the street, as you went down from
Dudley Street and the varnish works were opposite.
At that time the works were very old fashioned.
The works closed in the early 1960s and production
moved to Heath Town. |
| Varnish making and my
later years |
| Manders had their own range of varnish, first
produced in 40 gallon lots. In 1820 the company started
to make church pew varnish which did well because it
wasn’t sticky, so the congregation didn’t stick to the
seats. It was also sold to the Queen for use as
carriage varnish, for which it got the Royal Diploma.
Early varnish makers were called “gum runners”. They
made varnish in a vessel which stood partly below the
ground and was heated with gas burners. The men put in
spirit, and varnish, and boiled it up to temperature.
The thickness depended upon the temperature. When they
were experienced they could spit into the liquid to tell
when it was ready. They stirred the contents with a
wooden paddle, a very dangerous process. |
Early varnish making. |
| The company used to make a range of 30 or 40
different varnishes, but many were similar so the range
was reduced to 8, 9, or 10. |
 |
The old methods of producing
varnish were still in use at Manley & Company in Lower
Horseley Fields in the mid 1950s as can be seen from the
photograph on the left. |
| When varnish was made at Heath Town, 500 or 1,000
gallon batches were pumped into storage tanks on the top
floor through a pipe line. The varnish was then poured
into portable 100 gallon vortex mixers before being put
into tins. |
| In 1894 Manders opened the Wednesfield Works in Well
Lane, and later built the Heath Town works on the site
where a munitions factory produced phosphorous poison
gas during the First World War. The works officially
opened in 1931 and were extended over the years. |
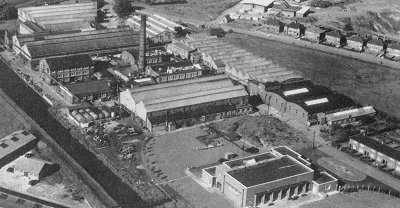
Heath Town Works. |
| In World War 2 camouflage paint was produced for the
ministry in 10 gallon drums. |
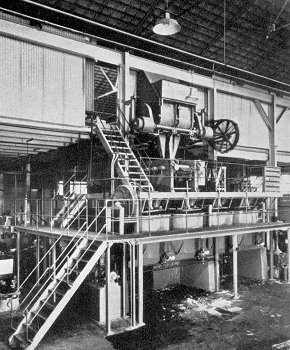
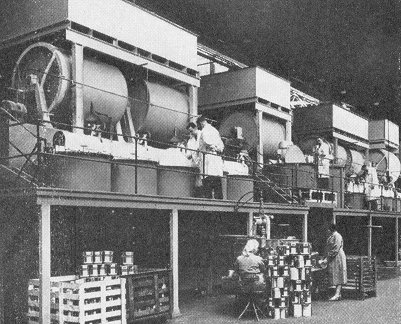
Combination plant used to manufacture white
enamel. |
When I first joined, several members of the Mander
family were directors. There was Sir Charles Mander, Sir
Geoffrey Mander, Vivian Mander, Philip Mander, and
Gerald Mander. Philip Mander died on a train from
London. He was a nice chap who would talk to you. His
sister married Bill Purslow who became the Works
Director.
Geoffrey Mander started the Joint Works Council in
1944, after Ernie Bevan started the 40 hour week. They
used to meet in the offices. There were the
representatives of managers, supervisors, shop floor
operators, and the senior shop steward. I was on it as a
supervisor, but it died a death when Geoffrey died. We
then had individual departmental meetings. |
|
In 1967 I became works manager when
the previous works manager Alan Capstick moved to the
ink department as Ink Director. He later returned to the
paint department as Paint Director. I stayed in the job
until I retired in 1988.
I went to the works last year and
saw that little was left. It was very sad. So much has
been demolished and altered. |
|
An advert from 1953.
 |
Return to the
previous page |
|
|

