|
A Gazetteer of Lock and Key MakersJim Evansthis gazetteer is copyright Jim Evans, 2002 |
|
|
A Gazetteer of Lock and Key MakersJim Evansthis gazetteer is copyright Jim Evans, 2002 |
|
RICHARD COOPER AND SON (WOLVERHAMPTON) LTD. CHURCH LANE,
WOLVERHAMPTON
Accommodation for another 100 hands was added in 1897, together with steam presses and machinery for the preparation of materials. Lever locks were generally started to be made about 1855 and superseded tumbler and back-spring locks in the cabinet lock trade. The cheaper class of lever locks were machine made, i.e. all the parts (plate, cap, bolt, lever, spring) are cut out by machinery instead of being forged by the workman himself, as was done until about 1890. The best class of lever work was all hand-made and machinery was not used in its manufacture. The trademark, which was used by the firm since about 1850, was well known abroad. Contrary to the custom amongst most merchants, that the goods should not be marked, Cooper & Son found, into the 1900s, that buyers insisted that not only the trade mark should appear on the locks but that the parcels should also bear the name of the firm. Mr. Cooper’s two nephews carried on the management of the business in the 1890s.
The company is listed in the 1914 Whitakers Red Book as Lock manufacturers and Brass Founders, and in the 1937 Aeroplane Directory of the Aviation and Allied Industries as Lock manufacturers, 'R.C. & S.' Locks and Metal Pressings. The following account of the company's later history from the 1950s has kindly been provided by Paul Sutherland: My father, Roy Sutherland, left Marston Excelsior (part of ICI) in the early fifties, aged about 40, and went into partnership with Leonard Peers in buying Richard Cooper & Son. Len and Vera Peers (with their son, Roger, a contemporary of mine) lived in Linton Road, Penn, as my family had done before we moved to Gothic Cottage, in Church Walk, Tettenhall in 1947. Len was the accountant at Cooper's and my father was the engineer. Disastrously, Len died soon after the partnership was formed. His wife, Vera, became a working director in his place and kept the books. The company's lock making business was severely affected by the Government's decision that local authority houses need have locks only on the two external doors. In an attempt to keep the company going Father started to make red reflectors for the rear of cars - which were now required by new legislation. He also made golf caddies and aluminium bows and arrows. (He was a keen archer and his club, the Wolverhampton Company of Archers, used a field belonging to the Swansons at Wergs Hall. The Swansons owned Ansell's Brewery at Aston). This non-lock side of the business was carried out under the name of "P & S Designs" (standing for Peers and Sutherland). However the business did not survive and Richard Cooper's went into voluntary liquidation in the late 1950s. To my father's credit, all Richard Cooper's creditors were paid in full. Cooper's premises were acquired by James Gibbons and taken into their works. After Cooper's folded Vera Peers ran a little shop halfway along the east side of Larches Lane. My father went into an informal partnership with the foreman at Cooper's, Stan Johnson, of Willenhall, making smaller quantities of locks under the name "Rhonson Locks" (qv), in Willenhall. In my Father's entry in the register at Bushbury Crematorium there is a picture of a padlock. Unfortunately the artist wrote on the lock the name Chubb! He did not realise that my Father was a rival of theirs, albeit a small one. |
| The following account, and the photos with it, are taken verbatim from
"Wolverhampton and South Staffordshire Illustrated", 1897. This is
basically an advertising or PR publication and is sycophantic to a degree.
But behind the facade there is an interesting account of a large lock works.
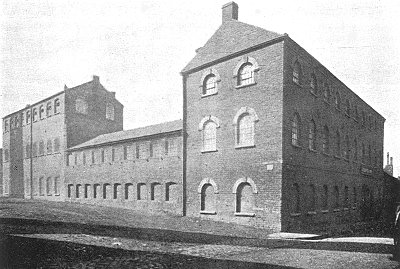
The Curator has added his own comments to the captions. Messrs. Richard Cooper and Son having been engaged in the trade for eighty years, we visited their factory and are indebted to them for the following interesting particulars of their works and the manufacture carried on there.
Richard Cooper, the founder of the firm, was born at the latter end of the last century and commenced the manufacture of locks early in this. The first factory was situated in Little Brickkiln Street, but after Richard Cooper had taken his son William into partnership, the business increased so fast they decided to build a new factory in Church Lane, which at that time was surrounded by gardens and fields. Sufficient land was obtained to erect a commodious factory but a portion only of the land was built on, the remainder being left for future extensions.
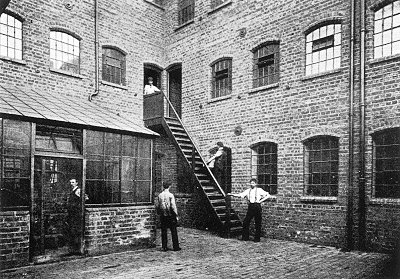
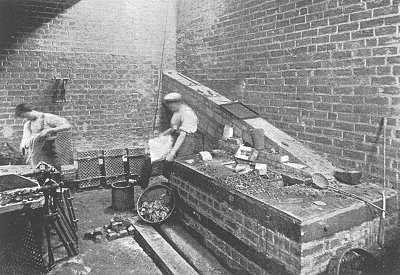
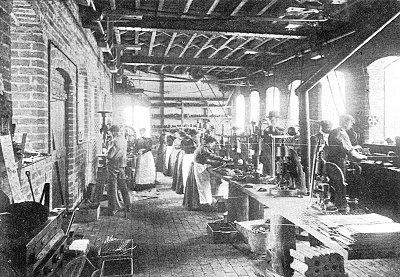
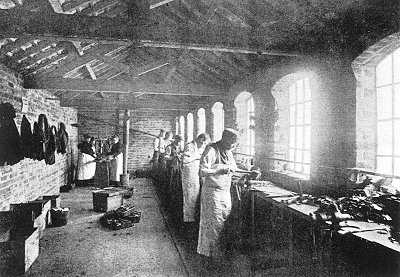
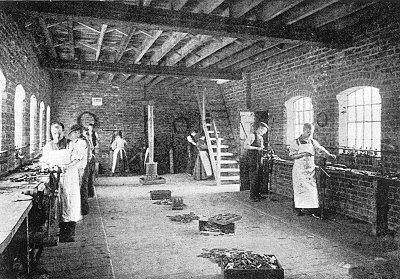
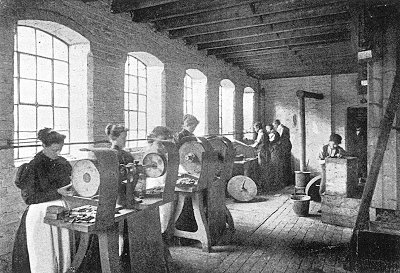
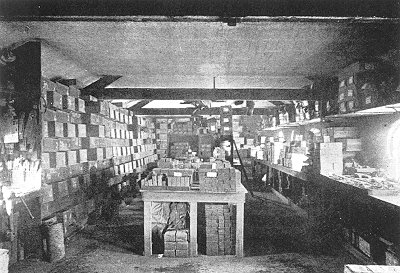
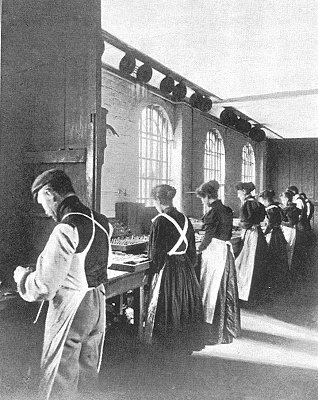
A drawn plate being a closer grain than a cast one and of more uniform strength. We were surprised to see the enormous quantity of malleable iron castings (comprising keys, bolts, etc) and pressings kept in stock, but it was explained that quick delivery could not be ensured without this outlay of capital; a large stock of materials being absolutely necessary to carry on an export trade. Our next step was to see the ingots of metal melted in the casting shops, and the various shapes produced from the moulds. About 40 lbs of metal is used at every pouring and a good caster will cast about 150 lbs a day. The casting shops are lofty, and well ventilated by a lift-up roof, which allows all fumes to escape. The photographs will give some idea of the heights of the shopping and we have seldom seen such healthy and well lighted workshops. The most interesting shop we visited was the machine or pressing shop, which has just been completed.
Lever locks were generally commenced to be made about 1855 and have almost superseded tumbler and back-spring locks in the cabinet lock trade.
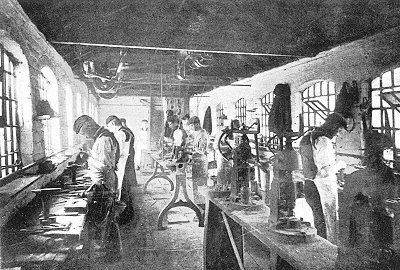
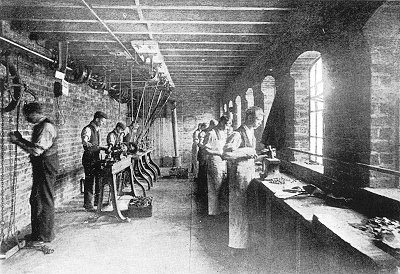
It will be noticeable that no overhead belting is visible, as all the spindles are driven by belts rising from a deep trough, in which the shafting is fixed. This arrangement does away with a common danger to the workers where overhead belting is used.
The drawings are so exact in measurement, that the distance to pin of a lock may be taken from them. Foreign competition has, so far, only affected the cheaper class of brass cabinet locks. The better class still continues to be made in England.
Owing to the amount of detail and intricacy in the trade, unskilled labour is useless. Comparatively few workmen make a lock out and out; machinery, in doing the work for them, has, to a great extent, made them dependent upon its use. In the better class of locks which are produced by hand labour, we noticed that Messrs. Cooper and Son were training a large number of young hands, every facility being offered them to become proficient workmen. The management of this business has for some years past been carried on by Mr. Cooper's two nephews.
|