|
H.M. Factory, Heath
Town, later occupied by Mander Brothers |
| Background
By the late 19th century, many uses had been found for
phosphorus, including munitions, matchsticks,
fertilizers, and for the manufacture of saccharine. It
had originally been produced in retorts, heated in a
coal furnace, and later in a gas-fired furnace.
Production was labour-intensive, and relatively
expensive, but this all changed with the development of
a purpose-built, electrically-powered furnace, which
revolutionised production, and turned it into a
continuous process.
The first phosphorus factory using the new process
was built at Wednesfield in 1890 by the Electric
Construction Corporation, which later became the
Electric Construction Company (E.C.C.). In 1888 Dr.
Readman of Edinburgh took out a patent for producing
white phosphorus by the use of an electrically-powered
furnace. In 1890 the E.C.C. bought Readman's patent, and
Mr. Thomas Parker (E.C.C.'s Works Manager) and Mr. A. E.
Robinson, F.C.S. (E.E.C.'s chemist) began experimenting
with a revised process, and took out a patent for the
application of heat by an electric current through
phosphatic materials in a closed furnace. The new
process worked extremely well, and resulted in the
formation of The Phosphorus Company, and the building of
a new purpose-built factory at Wednesfield by the side
of the Birmingham canal, near to the railway station.
The process operated on a small scale using several
electric furnaces, which were driven by a
triple-expansion marine steam engine, delivering 700
horse power. Steam was fed from three Babcock and
Wilcock’s boilers, which were fed with heated water to
reduce the cost of producing steam. The engine drove an
alternator that was 8ft in diameter and produced 400
units of electricity from a single phase supply.
Intense heat for the furnaces was produced by powerful
carbon arcs, a technique invented by Thomas Parker to
create a small and compact design.
The furnaces, built of firebricks inside a framework
of cast iron plates, with a capacity of six cubic feet,
were 8ft. square and fitted with a hopper at the top
that allowed phosphates and coke to be poured-in without
any heat vapour escaping. They were air-tight, so that
no smoke was generated, and the whole of the
ingredients, except for a little slag, produced the
phosphorus.
|
|
A cross-section of one of the
furnaces. |
The resulting liquid was drawn from the
furnace using a tapping principle, similar to that used
in a blast furnace, then passed through pipes and
condensers to form a deposit of extremely pure
phosphorus. It required a minimal amount of refining
before being formed into circular cakes. The charge for the furnace was carried in buckets and
tipped into the hopper at the top. It consisted of coke
and an already calcined mixture of Redonda stone and
tar. The horizontal carbon electrodes were 12" square
and received 80KW through iron connection forks.
They
were tamped everywhere with carbon strip, ground coke
and pitch.
Care had to be taken to ensure that there was always
enough material between the carbons to maintain
electrical contact. |
A circular furnace was also built which performed better
and was more reliable. The firebrick hearth was replaced
by a gas carbon retort strip. The hopper was moved to
one side to make way for a vertical electrode. This became the standard
design and remained unchanged for some time.
The production costs were far less than with any other
system, and the process was so successful that after
several month’s production, plans were made to enlarge
the works. The patents and the factory were acquired by
the Phosphorus Company Limited. It was hoped that
they would be able to produce 1,000 tons a year, which
amounted to half the world’s production. The phosphorus
furnace became known as "The Wednesfield Furnace" and
appeared in many school textbooks. The new process was
inherently safer than the old process in which
phosphorus was distilled in earthenware retorts, which
were dangerous to handle because of a fire hazard. The
phosphorus was transported from the factory in 50lb. blocks
which were placed in a tank of water. |
The later type of furnace. |
|
Another view of the later,
circular furnace. |
The patents and the buildings were later sold to Albright and
Wilson of Oldbury for £16,000. Certain conditions were
applied to the sale including a guaranteed consumption
of not more than 8 units of electricity for every pound
of phosphorus produced, and a minimum yield of 75 per
cent. At that time the measurement of electric current was in
its infancy and so it was difficult to verify the
consumption of the furnaces. Sir Alexander Kennedy, an
eminent engineer, was appointed as assessor.
He
brought-in the greatest electrical engineer of the day,
Lord Kelvin, who had developed the most accurate instrument at the time
for measuring electric current, the Kelvin balance. Lord Kelvin applied his apparatus to the task in
hand and proved that the consumption was within the
specified limit. The sale conditions were duly met and the sale
went ahead. |
The condensers developed at Wednesfield.
The Wednesfield factory continued in operation
for a further two years until a new factory, along the
same lines, was built at Oldbury, which opened in 1893.
After transferring production to Oldbury, the Wednesfield factory
was gradually shut down, and soon closed.
|
| The H.M. Factory at
Heath Town The closure of the Wednesfield
factory was not the end of phosphorus production in the
area. In Oldbury, Albright and Wilson Limited had gone
from strength to strength using improved versions of the
Wednesfield furnace. In the early years of the First
World War the company developed a range of munitions for
the army including phosphorus-filled shells, hand and
rifle grenades, and 'Chinese tumblers', and 'plum
puddings' for trench warfare. On detonation they
liberated phosphorus which produced phosphorus pentoxide,
a non-poisonous gas that acted as an extremely efficient
smoke screen to mask the enemy's fire. The army
initially thought that phosphorus-based munitions were
far too dangerous for troops to handle, and so little
interest was shown. After much persuasion the devices
were accepted, and in a short space of time large
numbers were being produced. The other armed services
also used phosphorus devices. The Royal Navy and
Mercantile Marine frequently used phosphorus smoke
screens, and the Royal Flying Corps used wind-direction
indicators called candles, which continuously burned
phosphorus. They also used 'toffee' bombs which
contained a mixture of white phosphorus and amorphous
phosphorus against Zeppelins and kite balloons.
Phosphorus for smoke screens was needed in large
quantities, which Albright and Wilson Limited could not
hope to manufacture. The furnaces were already working
beyond their safe limits producing large amounts of
phosphorus for shells. To overcome the supply problem
the Trench Warfare Supply Department under Sir Alexander
Roger, decided, with Government assistance, to build a
new factory for the production of phosphorus on a six
and a half acre site at Heath Town, which had been
purchased towards the end of 1915 from Lord Barnard.
Wilson Lovatt & Company of Wolverhampton were given the
contract to build the factory, and work got underway in
January 1916. Extra plots of land covering around six
acres were also purchased, mainly from the adjacent
London and North Western Railway. The factory had twelve
500kW, single electrode furnaces and condensers, with
wooden tops that were lifted by mechanical gear, and
filters in a separate building, similar to the ones in
use at Oldbury. There were also four resistance mud
furnaces, a fitting shop, carbon shop, electrician's
shop, a time office, and a bungalow for the foreman.
Power was purchased from the Wolverhampton Electricity
Department, and production got underway in May 1917.
During the first year of operation, a further twelve
furnaces and condensers were built, along with filters
and four more mud furnaces. A railway siding and mixing
house were added because the quantity of furnace mixture
required for the plant was too great for Oldbury to
supply. Initially it had been brought from Oldbury,
shovelled out of the boats and put on conveyors which
loaded the bins above the furnaces. The phosphorus was
moulded into 50lb. blocks which were put into open
tanks on wheels, and carried to the Oldbury works by
canal boat.
A plan of the phosphorus works.
|
1. |
The Offices. A single
storey building of brick and slate, consisting
of four offices with toilets. |
|
2. |
Furnace House 1.
Brick-built with a roof in two spans on steel
principals with a slate roof, and 7 blocks of
concrete tanks. |
|
3. |
Mixing House. Brick
walls, 3ft. thick at the base, and a Belfast
roof covered with ruberoid. |
|
4. |
Fitters' Shop. Brick
walls and Belfast roof, with 2 test rooms and a
toilet. |
|
5. |
Filter House. Brick
walls at the ends, open sides with brick piers,
and a ruberoid-covered Belfast roof. |
|
6. |
Bleacher House. Brick
walls at the ends, open sides with brick piers,
a ruberoid-covered Belfast roof, and concrete
tanks. |
|
7. |
Mud Furnaces. Brick
walls at the ends, open sides with brick piers,
a ruberoid-covered Belfast roof, concrete tanks,
and transformer houses. |
|
8. |
Boiler House. Bricked-in
boilers with a flue and chimney stack. |
|
9. |
Furnace House 2.
Brick-built with a roof in two spans on steel
principals with a slate roof, and 4 blocks of
concrete tanks. |
|
10. |
Transformer Houses.
Brick-built with a slate roof. |
|
11. |
Anthracite and Chip Stores.
Brick walls, a double-span Belfast roof, and
adjoining loading shed. |
|
12. |
Mixing House. Brick
walls, 3ft. thick at the base, and a Belfast
roof. |
|
13. |
Pump House. Brick walls,
a ruberoid-covered Belfast roof, and a well for
the pumps. |
|
14. |
Four Store
Tanks. 40ft. by 18ft. concrete tanks. One
never completed. |
|
15. |
Canal Loading Deck.
Covered span roof with open sides. |
|
16. |
Canteen and Kitchen.
Wood and galvanised iron structure, 3 rooms and
a toilet. |
|
17. |
Store. Wood and
galvanised iron structure with a lean-to, 2
stall stable. |
|
18. |
Bath House and Toilets.
Brick and slate built with a wash house,
dressing room, 4 bath rooms, and 6 toilets. |
|
19. |
Foreman's Bungalow.
Single story, brick and slate with an entrance
hall, two bedrooms, a sitting room, a combined
kitchen and scullery, a pantry, a coalplace, an
outside toilet and a paved yard. |
|
20. |
Concrete Gantry. 12ft.
wide. |
After the war had ended, and the orders for munitions
ceased, the factory was of no further use to Albright
and Wilson, and so in 1920 the plant was sold for £6,000
and scrapped. The land and buildings remained derelict
until the mid 1920s when the site was sold by order of
the Surplus Stores of the Liquidation Department of H.M.
Treasury. The site, along with some adjacent land was
acquired by Mander Brothers, for the building of a new
factory.
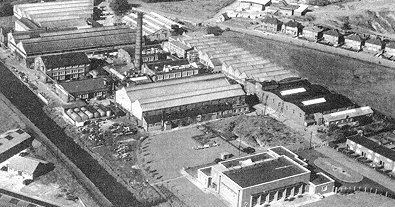
|
|
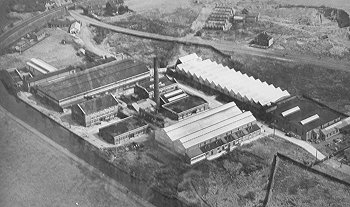
The new Heath Town factory in 1932. |

In the 1920s, Mander Brothers Limited was set up by
Charles Mander's son, Charles Tertius Mander Bart., his son Sir Charles Arthur
Mander, Bart., Gerald Poynton Mander, Sir Geoffrey Le Mesurier Mander
and Howard Vivian Mander. |
The new factory was soon built for the production of
Mander's paints and printing inks, and became a
large local employer, and a great success.
|
|
Read George Cox's memories of
the Heath Town Factory |
 |
|
 |
Left: A tin of Koreol motor
enamel. Right: A leaflet advertising Mander's Koreol
Varnish, "a practical alternative" to cellulose varnishes
(undated).
Manders also produced Manderlac cellulose
motor finishes which were quick drying and resistant to fading.
|
 |
|
Charles Tertius Mander Bart.
Photograph courtesy of Jennings |
In 1927 Manders became paint and wallpaper merchants, when the
company acquired some 50 depots through the purchase of W. S. Low
Limited's long established distribution chain.
In 1937 the printing ink interests merged with John Kidd &
Company Limited to become one of the largest printing ink
manufacturers in the U.K.
In the same year the public company Manders (Holdings) Limited
was formed, gathering together in one major grouping, all the
specialised companies, now operating successfully at home and
abroad.
In 1945 the factory at Wednesfield Works was sold to Griffiths
Paints.
|
 |
Left: A tin of Matsine, a
transparent flat drying colour which could be used as a wood
stain, a scumble, or a glaze. |

In 1961 the company produced
its 500,000th gallon of paint. The photograph shows the tin
being filled. |
| In the 1960s the company's original factory in Wolverhampton
town centre closed, and the site
was redeveloped into the Mander Centre, a shopping centre covering 5
acres. The company set up a property division to control the
project, in which retail and office properties were leased.
The Mander Centre opened on 6th March 1968 and contained 134
outlets.
It was designed by James A. Roberts who designed the Rotunda in
Birmingham. The new venture formed a secure base for the company's
future activities. |
An advert from the 1920s.
|
| In 1973 British Domolac Limited, an industrial paint
company, was purchased, and Manders' Industrial Paints Division added to it. The company then started to trade as Mander-Domolac
Limited. In the 1980s Manders acquired QC Colours and
Johnson and Bloy, and integrated them into the company by
forming a new division in 1989 called Manders Liquid Ink
Division. It was headed by Managing Director, John Mackenzie,
formerly of QC Colours. |
A photograph of the factory from a 1970's
advertisement. |
|

Heath Town Works in 1984. |
A new decorating centre was opened at Heath Town in 1990 and
the new headquarters of Mander-Deval Wallcoverings was built on
land adjacent to the factory. In 1992 an unsuccessful takeover bid from a rival
company, Kalon, led to Manders reviewing its long-term strategy.
The decision was taken to concentrate on the manufacture of
the highly
successful printing ink, and so during late 1993 and
early 1994, the decorative paints part of the business, and the Mander Centre, were sold. |
| The factory in July 1988 after
the completion of a new 450,000 cubic ft. tin store.
This was
part of a two million pound investment at the factory which saw
the installation of modern
production equipment, and improved storage facilities. |
 |
 |
The photograph shows staff
and volunteers at the Springburn Museum in Glasgow. The museum
acquired the North British built steam locomotive, Garratt 4112
after its withdrawal from service in South Africa.
The
locomotive needed repainting. This was made possible by
sponsorship from Manders, who supplied the paint.
Manders paints
were ideal for the purpose as Manders used to supply paint to
British Rail. |
An advert for Vernasca wall
paint. Courtesy of David Wilsdon. |
|
An advert for Aqualine water
paint. Courtesy of David Wilsdon. |
|
A 1958 advert. |
Manders also acquired a number of the world's
leading ink manufacturers, including a major competitor, Croda, with
operations in the U.K., Ireland. Italy, the Netherlands, New
Zealand, South Africa and the USA.
In 1994 the Netherlands based Premier Inks was acquired. It was
one of Europe's largest manufacturers of publishing inks.
In the same year Morrison Inks of New Zealand was also acquired to give
Manders a strong world-wide presence.
In 1996 Manders made its final acquisition with the purchase
of a large facility in Sweden which specialised in metal
decorating coatings. Six centres of excellence were set up in
various European locations, specialising in commercial sheet fed
inks, liquid inks, metal decorating inks, news inks and
publication inks.
|
|
| The company invested heavily in research and development
to ensure that its products kept ahead of the competition and satisfied
customer's needs. The Wolverhampton factory became the Centre of
Excellence for the manufacture of coldset inks, which are fast drying
inks for use in newspapers. Most of the national and provincial
newspapers used inks that were manufactured in Wolverhampton, and the
company also supplied many newspapers throughout Europe. Printing ink
sales increased from £40 million in 1993 to £160 million in 1997. About
60 countries were supplied through 28 manufacturing and distribution
centres. |

A tube of artist's oil colour in original
box. |

|
In 1998 Manders was acquired by the Flint Ink Corporation
of America. This is the largest privately-owned ink manufacturer in the
world. The Heath Town works became the European Headquarters of Flint
Ink Europe, and the remainder of the works closed. It has since become Manders Industrial Estate, which is now home to a variety of companies. |
|
|
|
Return to the Canals
and Industry Menu |
|