 |
A |
Hot water tank (liquor tank). |
| B |
Liquor treatment plant. |
| C |
Mashing liquor tank which stores the
treated liquor. |
| D |
Malt hopper. |
| E |
Malt screen and the grist mill which cracks
the malt and breaks up the starch. |
| F |
Grist case which feeds the crushed malt
into the mash tun. |
| G |
Mash tun where the grist and liquor are
mixed and heated to produce wort. |
| H |
Underjack which regulates the wort from the
mash tun and feeds it into the copper. |
| I |
Sugar storage tank. |
| J |
Copper where the wort is mixed with hops
and sugar, and boiled. |
| K |
Hopback where the spent hops are removed,
then sold for agricultural use. |
| L |
Jackback a storage tank for the 'brew' from
the copper, and a 'brew' pump. |
| M |
Storage tank for the cooler. |
| N |
Cooler or paraflow which cools the 'brew'. |
| O |
Fermenting Vessel where yeast is added and
fermentation takes place. |
| P |
Cooler or paraflow which cools the beer. |
| Q |
Racker where the beer is barrelled, and
finings are added. |
| R |
Yeast tank where the used yeast is stored. |
| S |
Yeast press where the yeast is pressed
before going into store. |
|
Springfield Brewery A new site at Springfield was quickly
purchased from Richard Woodcock, a land surveyor. It had a
plentiful supply of high quality water, on just over seven
acres of land, with an adjacent railway. To the east were a
number of fields which offered the possibility of future
expansion. Building work began in September 1873, and twelve
months later the new brewery opened. It had been designed to
produce up to 350 barrels per week. Over the years trade
increased many times, and the brewery expanded. It survived
for over 100 years, and became the town’s largest brewery. |
The plots of land (coloured green)
that were purchased for the building of the brewery.
|
The new brewery had a twenty-quarter
mash tun, two forty barrel coppers, twelve fermenting
rounds, each capable of holding about thirty five barrels,
cellars, a cooperage, a small malting, offices, and stables.
Few details of the original buildings
survive, only an incomplete plan is known. Initially the
south western corner of the site was developed alongside the
adjacent railway line.
There were three buildings, one to
the north running north to south, an ‘L’ shaped building
running east to west, and another to the south alongside Grimstone Street. It seems likely that the eastern end of
the ‘L’ shaped building was the four storey tower brewery.
The tower brewery contained the
twenty-quarter mash tun and the two coppers. Twelve
fermenting rounds were in the two storey building adjoining
the brewery. Below the fermenting rooms were brick vaulted
cellars. The maltings were in the northern building, with a
malt kiln at the northern end, and a barley germinating
floor.
The offices were in the building alongside Grimstone
Street, and a cooperage and stables stood to the north east.
The plant and brewing machinery were of the best quality,
using the most up-to-date technology. |
|
When Springfield brewery opened, most
of the staff from Priestfield moved there. The old brewery
ceased to operate, but the buildings were retained for use
as a malt house, and cellars for the storage of old ale.
When the brewery closed, Mark Taylor vacated the house,
which was taken over by the Parkes Brothers. John Parkes
abandoned the shop on medical advice, and joined his brother
as a traveller and agent for the firm. The old brewery
survived until about 1920.
Growth of the new brewery was rapid.
Initially the buildings occupied only a small part of the
company’s land, but soon the whole area had been used and
more land had to be purchased to accommodate new structures.
The rapid growth resulted in the opening of a building
department to oversee the development.
|
|
After 1874 the relationship between
William Butler and Thomas Russell progressively
deteriorated. During his time at Springfield, Thomas had
been developing his own commercial interest, the Great
Western Brewery.
By 1876 the Great Western Brewery, in Great
Western Street was ready to open. William Butler and Mr.
Russell had become bitter business rivals, and so in 1876
the partnership ended.
Thomas Russell left to concentrate on
the running his brewery, and took with him a large portion
of Butler’s trade by offering larger discounts to customers.
Shortly after his departure, Mark Taylor left Springfield
Brewery to work for him at the Great Western Brewery.
Taylor’s relationship with George Parkes had been somewhat
strained for several years because he was jealous of Parkes’
position in the company and thought that William Butler had
overlooked him for promotion. On his departure, William
Butler engaged schoolmaster Isaiah Richardson as a
replacement. |
A plan of the original brewery at
Springfield.
|
| William Butler found two new partners.
The first, George Parkes had worked for the company since
1860 and had proved to be a hard-working, loyal employee.
The second partner, Mr. William Hodson joined the business
on Thomas Russell’s final day at Springfield. When Mr.
Hodson arrived at the brewery and shook hands with Thomas
Russell he remarked that “Rivals in business need not be
personal enemies.” |
|
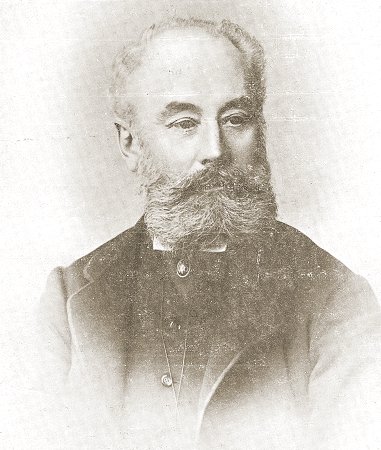
William Hodson. |
William Hodson proved to be an ideal
partner who was well respected and liked by the staff. He
was born in Burton upon Trent and moved to London where he
worked for Trueman, Hanbury and Buxton at their Brewery in
Spitalfields.
In 1862 he married Helen Officer Miller from a
family of brewers, and they lived at 2 Church Street, Spitalfields. By 1881 the family had moved to Wolverhampton
and are listed in the 1881 census as living at 91 North Road
with two general servants:
Helen O. Hodson, age 41.
Laurence Hodson, age 17, brewer’s
clerk.
Helen C. Hodson, age 15, scholar.
Alice L. Hodson, age 11, scholar.
Katherine F. Hodson, age 6, scholar.
William is not listed, he must have
been away at the time. His son Laurence Hodson worked as a
brewer’s clerk at Springfield Brewery. |
|
William Butler and his family are
listed in the 1881 census as follows:
Dwelling: Compton, ‘The Cedars’
William Butler, age 65, Brewer
employing 30 men.
Hannah Butler, age 58.
Annie Butler, age 26.
Mary E. Butler, age 25.
Charlotte Butler, age 24.
William Bailey Butler, age 22.
Edwin Butler, age 20.
Samuel Butler, age 17.
Also listed are two house maids and a
cook.
William Butler and William Hodson
worked well together. It was largely thanks to William
Hodson’s efforts that business doubled within three years of
his arrival. In the late 1870s William Butler’s eldest sons
William Bailey Butler, and Edwin Butler began to take an
active role in the business. William, possibly the most
outgoing of the two, familiarised himself with the workings
of every department and soon became extremely useful to the
firm, as did Edwin, but in a much quieter sort of way. |
 |
|
 |
|
William
Bailey Butler. |
|
Edwin
Butler. |
|
|
In 1877 the company purchased an area
of land on the eastern side of the brewery from the Walker
family, who worked in the glass trade. Around the same time
Butlers agreed to sell roughly three acres of land to
Wolverhampton Corporation for the building of Cambridge
Street and a number of houses. A small part of this land was
retained by the company and later used as the site for a
building maintenance department to serve the brewery’s
properties. The following year the brewery exchanged land
with the Great Western Railway in order to straighten the
western boundary of the site, and a year later purchased one
acre of land on the corner of Grimstone Street and Cambridge
Street from the Duke of Cleveland.
In 1879 Mr. W. H. Holland started work
in the office, overseeing cash accounts. Within a few years
he was promoted to ledger clerk and worked alongside Mr.
Richardson.
Sales grew rapidly, and the old brewery
had to be extended in order to keep-up with demand. In 1878
a second mash tun and more fermenting vessels were added to
the existing plant, and in 1880 a siding was built from the
adjacent Great Western Railway line into the brewery. It
became invaluable because at the time everything transported
more than about twelve miles had to be sent by rail.
|
 |
|
|
|
|
Return to
Early Growth |
|
Return to
the beginning |
|
Proceed to
Expansion |
|